
ყველა სახეობას შორისლილვაკებიანი უსაქმური ტრანსპორტირებააღჭურვილობით, ლილვაკებიან კონვეიერებს აქვთ გამოყენების უკიდურესად ფართო სპექტრი და მყარი პოზიცია, რომლის იგნორირებაც შეუძლებელია. ლილვაკებიანი კონვეიერები გამოიყენება კურიერში, საფოსტო მომსახურებაში, ელექტრონულ კომერციაში, აეროპორტებში, კვებისა და სასმელების წარმოებაში, მოდაში, საავტომობილო ინდუსტრიაში, პორტებში, ქვანახშირის, სამშენებლო მასალების და სხვადასხვა წარმოების ინდუსტრიებში.
ლილვაკებიანი კონვეიერებისთვის შესაფერის საქონელს უნდა ჰქონდეს ბრტყელი, ხისტი შეხების ქვედა ზედაპირი, მაგ. ხისტი მუყაოს ყუთები, ბრტყელძირიანი პლასტმასის ყუთები, ლითონის (ფოლადის) ურნები, ხის პალეტები და ა.შ. როდესაც საქონლის შეხების ზედაპირი რბილი ან არათანაბარი ფორმისაა (მაგ. რბილი ჩანთები, ჩანთები, არარეგულარული ფსკერის მქონე ნაწილები და ა.შ.), ისინი ლილვაკებიანი ტრანსპორტირებისთვის არ არის შესაფერისი. ასევე უნდა აღინიშნოს, რომ თუ საქონელსა და ლილვაკს შორის შეხების ზედაპირი ძალიან მცირეა (წერტილოვანი ან ხაზის კონტაქტი), მაშინაც კი, თუ საქონლის ტრანსპორტირება შესაძლებელია, ლილვაკი ადვილად დაზიანდება (ნაწილობრივი ცვეთა, კონუსისებრი ყდის გატეხვა და ა.შ.) და აღჭურვილობის მომსახურების ვადა შემცირდება, მაგ. ლითონის ურნები ბადისებრი შეხების ქვედა ზედაპირით.

როლიკერის ტიპის შერჩევა
ხელით ბიძგის ან დახრილი თავისუფალი სრიალის გამოყენებისას აირჩიეთ არაძრავიანი ლილვაკი; ცვლადი ძაბვის ძრავის გამოყენებისას აირჩიეთ ელექტრო კონვეიერის ლილვაკი, ელექტრო კონვეიერის ლილვაკები შეიძლება დაიყოს ერთბორბლიან ლილვაკად, ორბორბლიან ლილვაკად, სინქრონული ქამრის ამძრავიან ლილვაკად, მრავალვერტიკალურად ქამრის ამძრავიან ლილვაკად, O-ღვედის ამძრავიან ლილვაკად და ა.შ., მართვის რეჟიმის მიხედვით; ელექტრობორბლიანი ამძრავის გამოყენებისას აირჩიეთ ელექტრო ლილვაკი და ელექტრო ლილვაკი ან არაძრავიანი ლილვაკი. როდესაც საჭიროა საქონლის კონვეიერის ხაზზე დაგროვების შეჩერება, შესაძლებელია დაგროვების ბორბლის შერჩევა, ყდის დაგროვების (ხახუნი არ რეგულირდება) და რეგულირებადი დაგროვების ბორბლის რეალური დაგროვების საჭიროებების მიხედვით; როდესაც საჭიროა საქონლის ბრუნვის მიღწევა, კონუსური ლილვაკის არჩევა, სხვადასხვა მწარმოებლის სტანდარტული კონუსური ლილვაკის კონუსის კუთხე ზოგადად 3.6° ან 2.4°-ია, ყველაზე ხშირად 3.6°.

როლიკერის მასალის შერჩევა:
სხვადასხვა გამოყენების გარემოში საჭიროა როლიკერის სხვადასხვა მასალის შერჩევა: დაბალტემპერატურულ გარემოში პლასტმასის ნაწილები მყიფეა, ხანგრძლივი გამოყენებისთვის არ არის შესაფერისი, ამიტომ დაბალტემპერატურულ გარემოში უნდა აირჩიოთ ფოლადის როლიკერი; როლიკერი გამოყენებისას მცირე რაოდენობით მტვერს წარმოქმნის, ამიტომ მისი გამოყენება მტვრისგან თავისუფალ გარემოში არ შეიძლება; პოლიურეთანი ადვილად შთანთქავს გარე საღებავებს, ამიტომ მისი გამოყენება არ შეიძლება მუყაოს ყუთებისა და საბეჭდი ფერებით დაბეჭდილი საქონლის ტრანსპორტირებისთვის; უჟანგავი ფოლადის ლილვი უნდა შეირჩეს კოროზიულ გარემოში; როდესაც გადასატანი ობიექტი ლილვაკზე უფრო მეტ ცვეთას იწვევს, მაქსიმალურად უნდა შეირჩეს უჟანგავი ფოლადის ან მყარი ქრომირებული ლილვი, რადგან გალვანიზებული როლიკერის ცუდი ცვეთამედეგობა და ცვეთის შემდეგ ცუდი გარეგნობა აქვს. სიჩქარის, ასვლის და სხვა მიზეზების გამო, გამოიყენება რეზინის ლილვი, რომელსაც შეუძლია დაიცვას ტვირთი მიწაზე, შეამციროს გადაცემის ხმაური და ა.შ.
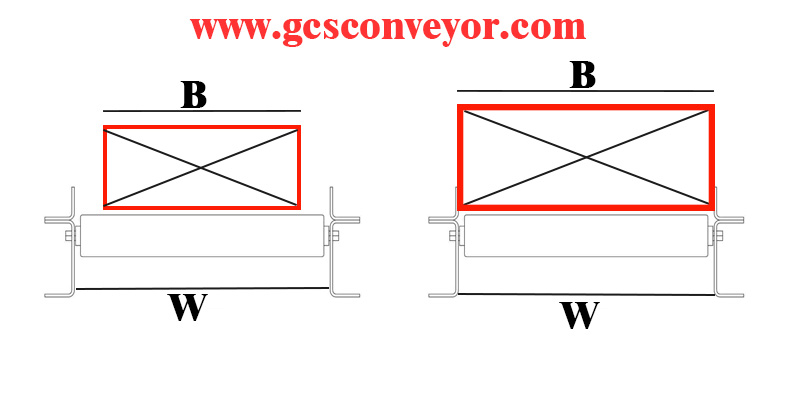
როლიკერის სიგანის შერჩევა:
სწორხაზოვანი ტრანსპორტირებისთვის, ნორმალურ პირობებში, W ბარაბნის სიგრძე 50~150 მმ-ით უფრო ფართოა, ვიდრე საქონლის B სიგანე. როდესაც პოზიციონირებაა საჭირო, მისი შერჩევა შესაძლებელია 10~20 მმ-მდე. ქვედა ნაწილში მაღალი სიმყარის მქონე საქონლისთვის, საქონლის სიგანე შეიძლება ოდნავ აღემატებოდეს რულონის ზედაპირის სიგრძეს ნორმალური ტრანსპორტირებისა და უსაფრთხოებისთვის ზიანის მიყენების გარეშე, ზოგადად W≥0.8B.
მბრუნავი მონაკვეთისთვის, საქმე მხოლოდ საქონლის სიგანეს არ ეხებაBრაც გავლენას ახდენს როლიკერის სიგრძეზეWროგორც საქონლის სიგრძე Lდა შემობრუნების რადიუსი Rმასზე გავლენას ახდენს. ეს შეიძლება გამოითვალოს ქვემოთ მოცემული დიაგრამის ფორმულიდან ან მართკუთხა კონვეიერის მობრუნებით.ლ*ბცენტრალური წერტილის გარშემო, როგორც ეს ნაჩვენებია ქვემოთ მოცემულ დიაგრამაზე, იმის უზრუნველსაყოფად, რომ კონვეიერმა არ დააზიანოს კონვეიერის ხაზის შიდა და გარე მიმმართველი კიდეები და რომ არსებობდეს გარკვეული ზღვარი. საბოლოო რეგულირება ხდება სხვადასხვა მწარმოებლის ლილვაკების სტანდარტების შესაბამისად.
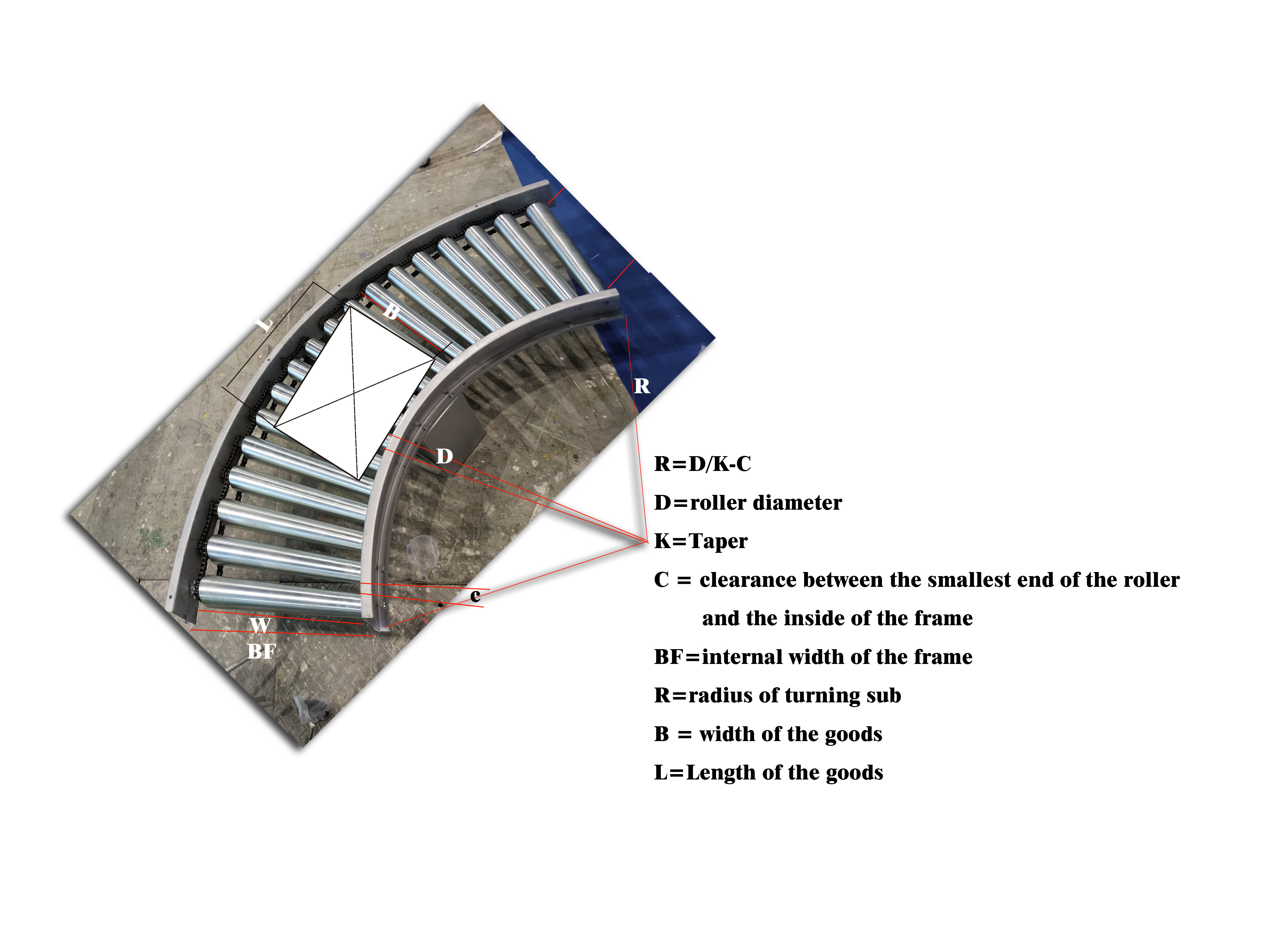
ხაზის კორპუსის როგორც სწორ, ასევე მბრუნავ მონაკვეთებში საქონლის ერთნაირი სიგანის შემთხვევაში, მბრუნავი მონაკვეთისთვის საჭირო როლიკერის სიგრძე სწორ მონაკვეთზე მეტი იქნება, ზოგადად, მბრუნავი მონაკვეთი ლილვაკების გადამცემი ხაზის ერთგვაროვან სიგრძედ ითვლება, რადგან გაერთიანება მოუხერხებელია და შეუძლია გარდამავალი სწორი მონაკვეთის დაყენება.
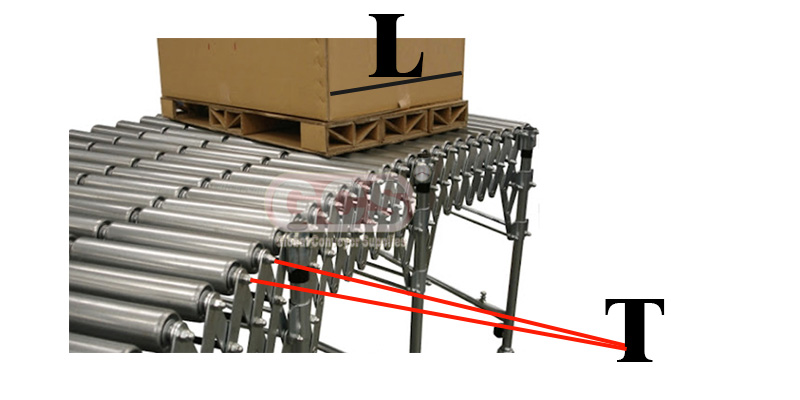
როლიკების დაშორების შერჩევა.
საქონლის შეუფერხებელი ტრანსპორტირების უზრუნველსაყოფად, ნებისმიერ მომენტში ტვირთი უნდა იყოს მინიმუმ 3 ან მეტი ლილვაკით დამაგრებული, ანუ ლილვაკების ცენტრის დაშორება T ≤ 1/3 L, რაც პრაქტიკულ გამოცდილებაში ზოგადად აღიქმება, როგორც (1/4-დან 1/5-მდე) L. მოქნილი და თხელი საქონლის შემთხვევაში, ასევე გასათვალისწინებელია საქონლის გადახრა: ლილვაკების დაშორებაზე საქონლის გადახრა უნდა იყოს ლილვაკების დაშორების 1/500-ზე ნაკლები, წინააღმდეგ შემთხვევაში, ეს მნიშვნელოვნად გაზრდის მოძრაობის წინააღმდეგობას. ასევე უნდა დადასტურდეს, რომ თითოეულ ლილვაკს არ შეუძლია გაუძლოს მაქსიმალურ სტატიკურ დატვირთვაზე მეტს (ეს დატვირთვა არის თანაბრად განაწილებული დატვირთვა დარტყმების გარეშე, თუ დატვირთვა კონცენტრირებულია, ასევე უნდა გაიზარდოს უსაფრთხოების კოეფიციენტი).
ზემოთ ჩამოთვლილი ძირითადი მოთხოვნების დაკმაყოფილების გარდა, როლიკერის დახრილობა ასევე უნდა აკმაყოფილებდეს ზოგიერთ სხვა სპეციალურ მოთხოვნებს.
(1) ორმაგი ჯაჭვის წამყვანი ლილვაკის ცენტრის მანძილი უნდა შეესაბამებოდეს ფორმულას: ცენტრის მანძილი T=n*p/2, სადაც n არის მთელი რიცხვი, p არის ჯაჭვის ნაბიჯი. ჯაჭვის ნახევრად გადახრის თავიდან ასაცილებლად, საერთო ცენტრის მანძილი შემდეგია.
| მოდელი | ნაბიჯი (მმ) | რეკომენდებული ცენტრის მანძილი (მმ) | ტოლერანტობა (მმ) | ||||
| 08B11T | 12.7 | 69.8 | 82.5 | 95.2 | 107.9 | 120.6 | 0/-0.4 |
| 08B14T | 12.7 | 88.9 | 101.6 | 114.3 | 127 | 139.7 | 0/-0.4 |
| 10A13T | 15.875 | 119 | 134.9 | 150.8 | 166.6 | 182.5 | 0/-0.4 |
| 10B15T | 15.875 | 134.9 | 150.8 | 166.6 | 182.5 | -198.4 | 0/-0.7 |
2) სინქრონული ქამრის განლაგების ცენტრებს შორის მანძილი შედარებით მკაცრია, საერთო მანძილი და შესაბამისი სინქრონული ქამრის ტიპი შემდეგია (რეკომენდებული ტოლერანტობა: +0.5/0 მმ)
| დროის ღვედის სიგანე: 10 მმ | ||
| როლიკერის ნაბიჯი (მმ) | დროის ქამრის მოდელი | დროის ღვედის კბილები |
| 60 | 10-T5-250 | 50 |
| 75 | 10-T5-280 | 56 |
| 85 | 10-T5-300 | 60 |
| 100 | 10-T5-330 | 66 |
| 105 | 10-T5-340 | 68 |
| 135 | 10-T5-400 | 80 |
| 145 | 10-T5-420 | 84 |
| 160 | 10-T5-450 | 90 |
3) მრავალვოლტიან ღვედიან ამძრავში ლილვაკების ნაბიჯი უნდა შეირჩეს შემდეგი ცხრილის მიხედვით.
| როლიკერის ნაბიჯი (მმ) | პოლივინილის ღვედების ტიპები | |
| 2 ღარი | 3 ღარი | |
| 60-63 | 2PJ256 | 3PJ256 |
| 73-75 | 2PJ286 | 3PJ286 |
| 76-78 | 2PJ290 | 3PJ290 |
| 87-91 | 2PJ314 | 3PJ314 |
| 97-101 | 2PJ336 | 3PJ336 |
| 103-107 | 2PJ346 | 3PJ346 |
| 119-121 | 2PJ376 | 3PJ376 |
| 129-134 | 2PJ416 | 3PJ416 |
| 142-147 | 2PJ435 | 3PJ435 |
| 157-161 | 2PJ456 | 3PJ456 |
4) O-ღვედის დაყენებისას, სხვადასხვა O-ღვედის მწარმოებლის რეკომენდაციების შესაბამისად, უნდა შეირჩეს განსხვავებული წინასწარი დატვირთვა, როგორც წესი, 5%~8% (ანუ, 5%~8% გამოკლებულია თეორიული ქვედა დიამეტრის რგოლის სიგრძეს, როგორც წინასწარი დატვირთვის სიგრძეს).
5) მბრუნავი ბარაბნის გამოყენებისას, ორმაგი ჯაჭვური ამძრავისთვის ბარაბნებს შორის მანძილის კუთხე რეკომენდებულია 5°-ზე ნაკლები ან ტოლი, ხოლო მრავალსოლიანი ქამრის ცენტრიდან მანძილი რეკომენდებულია 73.7 მმ-ის ტოლი.
ინსტალაციის რეჟიმის არჩევანი:
ლილვაკების მონტაჟის სხვადასხვა მეთოდი არსებობს, როგორიცაა ზამბარიანი დაწნეხვის ტიპი, შიდა ხრახნი, გარე ხრახნი, ბრტყელი კონუსი, ნახევარწრიული ბრტყელი (D ტიპი), ქინძისთავის ნახვრეტი და ა.შ. მათ შორის ყველაზე ხშირად გამოიყენება შიდა ხრახნი, შემდეგ მოდის ზამბარიანი დაწნეხვა, ხოლო სხვა მეთოდები გამოიყენება კონკრეტულ შემთხვევებში, რომლებიც ფართოდ არ გამოიყენება.
ხშირად გამოყენებული სამონტაჟო მეთოდების შედარება.
1) ზამბარიანი დაჭერის ტიპი.
ა. არაძრავიანი ლილვაკების ყველაზე ხშირად გამოყენებული მონტაჟის მეთოდი ძალიან მარტივი და სწრაფია დასამონტაჟებლად და დასაშლელად.
ბ. ჩარჩოს შიდა სიგანესა და როლიკერს შორის საჭიროა გარკვეული სამონტაჟო ზღვარი, რომელიც განსხვავდება დიამეტრის, ღიობისა და სიმაღლის მიხედვით, როგორც წესი, ერთ მხარეს 0.5-დან 1 მმ-მდე უფსკრულის დატოვებით.
გ. ჩარჩოს სტაბილიზაციისა და გამაგრებისთვის საჭიროა დამატებითი შემაკავშირებლები ჩარჩოებს შორის.
დ. არ არის რეკომენდებული, რომ სპროკეტ-ლიბერალი დამონტაჟდეს ფხვიერი შეერთებით, მაგალითად, ზამბარიანი დაჭერის ტიპის.
2) შიდა ძაფი.
ა. ეს არის ყველაზე ხშირად გამოყენებული მონტაჟის მეთოდი ელექტრო კონვეიერებში, როგორიცაა სპროკეტ-ლილვაკები, სადაც ლილვაკები და ჩარჩო დაკავშირებულია როგორც ერთიანი ერთეული ორივე ბოლოში არსებული ჭანჭიკების საშუალებით.
ბ. როლიკერის მონტაჟი და დემონტაჟი შედარებით დიდ დროს მოითხოვს.
გ. ჩარჩოში არსებული ხვრელი არ უნდა იყოს ძალიან დიდი, რათა შემცირდეს როლიკერის სიმაღლის სხვაობა მონტაჟის შემდეგ (ღრმული, როგორც წესი, 0.5 მმ-ია, მაგალითად, M8-ისთვის რეკომენდებულია, რომ ჩარჩოში არსებული ხვრელი იყოს Φ8.5 მმ).
დ. როდესაც ჩარჩო დამზადებულია ალუმინის პროფილისგან, რეკომენდებულია აირჩიოთ „დიდი ლილვის დიამეტრი და პატარა ხრახნი“ კონფიგურაცია, რათა თავიდან აიცილოთ ლილვის შეღწევა ალუმინის პროფილში ჩაკეტვის შემდეგ.
3) ბრტყელი მყესები.
ა. წარმოებულია მაღაროს ჭრილებიანი ლილვაკების კომპლექტებიდან, სადაც ლილვის მრგვალი ბირთვის ბოლო ორივე მხრიდან ბრტყლად არის დაფქული და შესაბამის ჩარჩოს ჭრილში არის ჩასმული, რაც მონტაჟს და დემონტაჟს უკიდურესად აადვილებს.
ბ. აღმავალი მიმართულების შემაკავებელი სისტემის არარსებობა, ამიტომ ძირითადად გამოიყენება ლენტური მანქანების ლილვაკებად და არ არის შესაფერისი ენერგიის გადაცემისთვის, როგორიცაა სპროკეტები და მრავალკამერიანი ლენტები.
რაც შეეხება დატვირთვას და ტვირთის გადატანას.
დატვირთვა: ეს არის მაქსიმალური დატვირთვა, რომლის ტარებაც შესაძლებელია ლილვაკზე, რომლის ექსპლუატაციაში გაშვებაც შესაძლებელია. დატვირთვაზე გავლენას ახდენს არა მხოლოდ ერთი ლილვაკის მიერ გადატანილი დატვირთვა, არამედ ლილვაკის მონტაჟის ფორმა, ამძრავის განლაგება და ამძრავი კომპონენტების ამძრავის სიმძლავრე. სიმძლავრის გადაცემისას დატვირთვა გადამწყვეტ როლს ასრულებს.
დატვირთვის ტარება: ეს არის მაქსიმალური დატვირთვა, რომლის ტარებაც ლილვს შეუძლია. დატვირთვის ტარებაზე მოქმედი ძირითადი ფაქტორებია: ცილინდრი, ლილვი და საკისრები და განისაზღვრება მათგან ყველაზე სუსტით. ზოგადად, კედლის სისქის გაზრდა მხოლოდ ზრდის ცილინდრის დარტყმისადმი მდგრადობას და მნიშვნელოვან გავლენას არ ახდენს დატვირთვის ტარების შესაძლებლობებზე.



GCS-ს უფლება აქვს შეცვალოს ზომები და კრიტიკული მონაცემები ნებისმიერ დროს, ყოველგვარი შეტყობინების გარეშე. მომხმარებლებმა უნდა უზრუნველყონ GCS-ისგან სერტიფიცირებული ნახაზების მიღება დიზაინის დეტალების დასრულებამდე.
გამოქვეყნების დრო: 2022 წლის 5 ივლისი