
Барлық түрлерінің арасындароликті бос тасымалдағышжабдықтың, роликті конвейерлердің қолдану аясы өте кең және оларды елемеу мүмкін емес берік орны бар. Роликті конвейерлер курьерлік, пошта қызметі, электронды коммерция, әуежайлар, тамақ және сусындар, сән, автомобиль жасау, порттар, көмір, құрылыс материалдары және басқа да әртүрлі өндіріс салаларында қолданылады.
Роликті конвейерлерге жарамды тауарлардың тегіс, қатты жанасатын төменгі беті болуы керек, мысалы, қатты картон қораптар, жалпақ түбі бар пластик жәшіктер, металл (болат) жәшіктер, ағаш паллеттер және т.б. Тауарлардың жанасу беті жұмсақ немесе тегіс емес болса (мысалы, жұмсақ сөмкелер, сөмкелер, түбі тегіс емес бөлшектер және т.б.) олар конвейерге жарамсыз болып табылады. Сондай-ақ, егер тауар мен роликтің жанасу беті тым кішкентай болса (нүктелік контакт немесе желілік жанасу), тіпті жүкті тасымалдауға болатын болса да, ролик оңай зақымдалатынын (жартылай тозуы, конус жеңінің сынуы және т.б.) және жабдықтың қызмет ету мерзіміне әсер ететінін ескеру қажет, мысалы, төменгі жанасу беті торлы металл бункерлер.

Ролик түрін таңдау
Қолмен итеруді немесе көлбеу еркін сырғытуды пайдаланған кезде қуатсыз роликті таңдаңыз; айнымалы ток қозғалтқышының жетегін пайдаланған кезде күштік конвейер шығыршығын таңдаңыз, қуатты конвейер роликтері жетек режиміне байланысты бір тісті доңғалақ жетекті роликтерге, қос тісті доңғалақ жетекті роликтерге, синхронды белдік жетекті роликтерге, көп тік белдік жетекті роликтерге, O белдік жетекті роликтерге және т.б. бөлуге болады; электр роликті жетегін пайдалану кезінде электр роликті және күштік роликті немесе қуатсыз роликті таңдаңыз Тауарлардың конвейер желісінде жиналуын тоқтату қажет болғанда, гильзаның жинақталуының (үйкелісі реттелмейді) және реттелетін жинақтау шкивінің нақты жинақтау қажеттіліктеріне байланысты жинақтау шкивін таңдауға болады; тауарлар конустық роликті таңдау үшін бұрылыс әрекетіне қол жеткізу қажет болғанда, әртүрлі өндірушілер конустық роликтің конусы әдетте 3,6 ° немесе 2,4 °, көбінесе 3,6 ° құрайды.

Роликті материалды таңдау:
Әртүрлі пайдалану ортасы роликтің әртүрлі материалдарын таңдауды қажет етеді: төмен температуралы ортадағы пластикалық бөлшектер сынғыш, ұзақ уақыт пайдалануға жарамсыз, сондықтан төмен температуралы орта болат роликті таңдау керек; Ролик пайдаланылған кезде аз мөлшерде шаң шығарады, сондықтан оны шаңсыз ортада пайдалану мүмкін емес; Полиуретан сыртқы түстерді оңай сіңіреді, сондықтан оны баспа түстері бар картондар мен тауарларды тасымалдау үшін қолдануға болмайды; Тот баспайтын болаттан жасалған барабанды коррозиялық ортада таңдау керек; Тасымалдау объектісі роликте көбірек тозуға әкелетін болса, мырышталған роликтің тозуға төзімділігі нашар және тозудан кейінгі сыртқы түрі нашар болғандықтан, тот баспайтын болаттан немесе қатты хромдалған роликті мүмкіндігінше таңдау керек. Жылдамдыққа, өрмелеуге және басқа себептерге байланысты резеңке барабан пайдаланылады, резеңке барабан жердегі тауарларды қорғай алады, беріліс шуды азайтады және т.б.
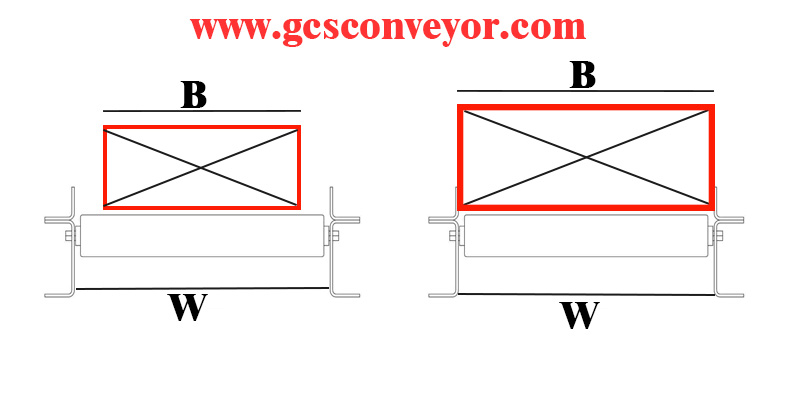
Роликтің енін таңдау:
Тікелей тасымалдау үшін қалыпты жағдайларда барабанның W ұзындығы тауардың енінен 50~150мм кеңірек болады B. Орналастыру қажет болғанда, оны 10~20мм етіп таңдауға болады. Төменгі жағында қатты қаттылығы бар тауарлар үшін тауарлардың ені қалыпты тасымалдауға және қауіпсіздікке әсер етпестен орам бетінің ұзындығынан сәл үлкен болуы мүмкін, әдетте W≥0,8B.
Токарлық бөлім үшін бұл тек тауарлардың ені ғана емесBбұл роликтің ұзындығына әсер етедіW. Тауардың ұзындығы да Lжәне айналу радиусы Rоған әсері бар. Мұны төмендегі диаграммадағы формула бойынша немесе тікбұрышты конвейерді айналдыру арқылы есептеуге боладыL*Bконвейердің конвейер сызығының ішкі және сыртқы бағыттаушы жиектерін ысқыламауын және белгілі бір маржаның болуын қадағалап, төмендегі диаграммада көрсетілгендей орталық нүктенің айналасында. Содан кейін соңғы реттеу әртүрлі өндірушілердің роликтер стандарттарына сәйкес жасалады.
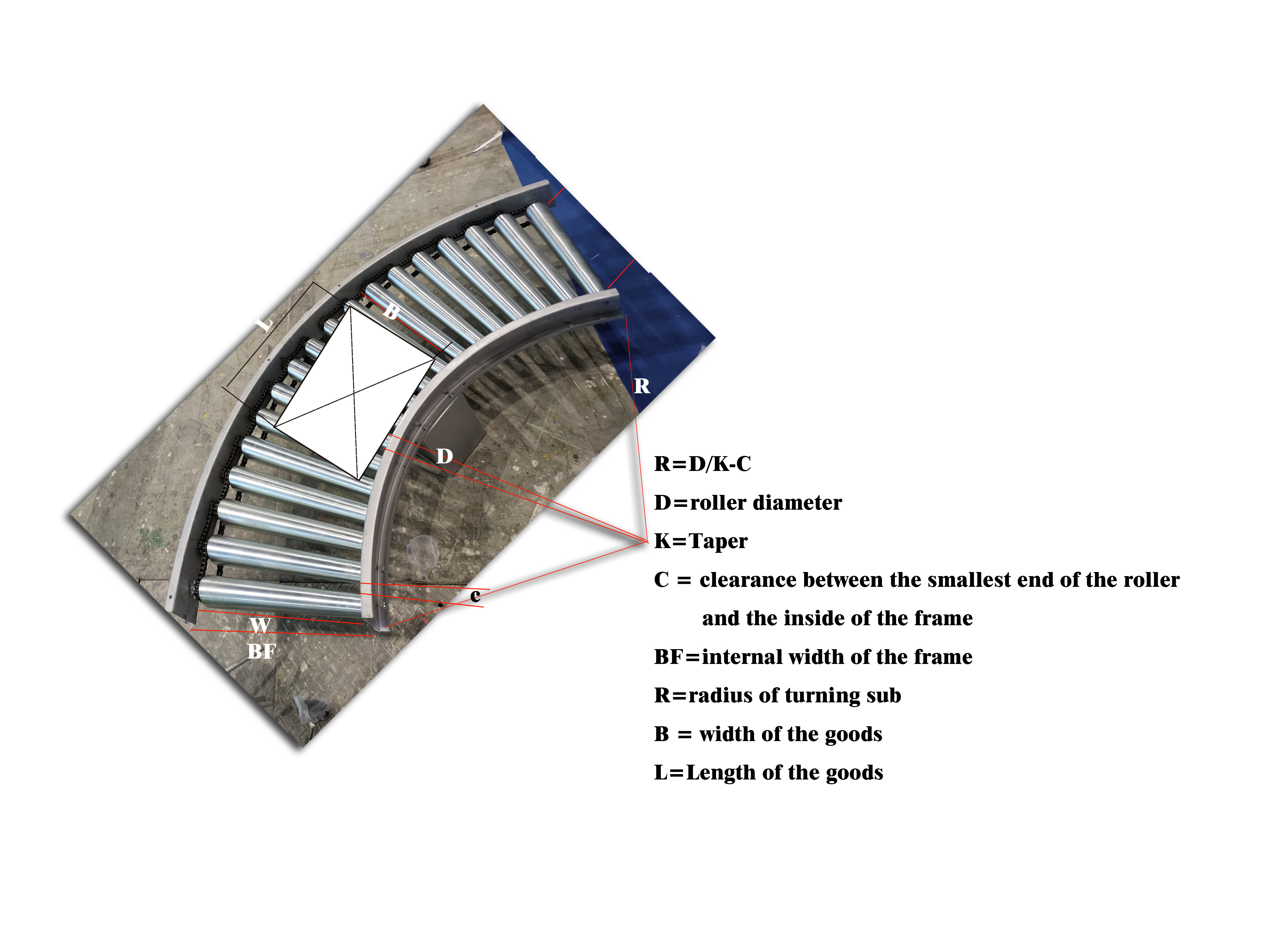
Желі корпусының түзу бөлігінде де, бұрылу бөлігінде де тауарлардың ені бірдей болғанда, бұрылыс бөлімі талап ететін роликтің ұзындығы түзу секциядан үлкен болады, әдетте бұрылыс бөлігін алыңыз, өйткені роликті тасымалдау сызығының біркелкі ұзындығы, мысалы, біріктіруге ыңғайсыз, ауысу түзу бөлігін орнатуға болады.
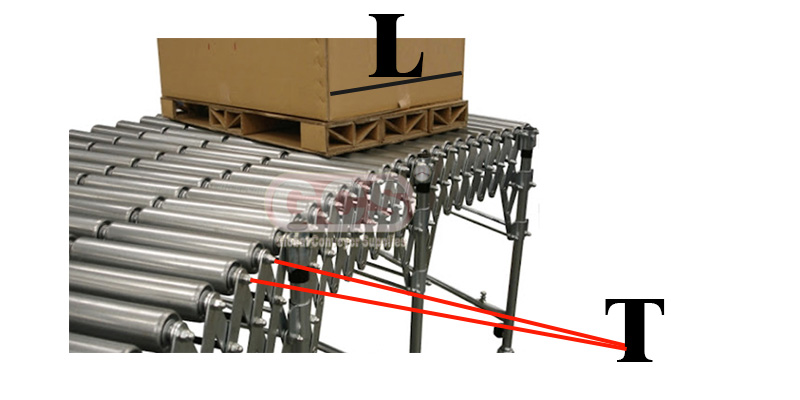
Ролик аралығын таңдау.
Жүктерді біркелкі тасымалдауды қамтамасыз ету үшін кез келген уақытта кем дегенде 3 немесе одан да көп ролик жүктерді ұстап тұруы керек, яғни шығыршықтар ортасының аралығы T ≤ 1/3 L, әдетте практикалық тәжірибеде (1/4-тен 1/5) L ретінде қабылданады. икемді және жіңішке тауарлар үшін тауарлардың ауытқуын да ескеру қажет: ролик аралықтағы тауарлардың ауытқуы ролик аралықтарының 1/500-ден аз болуы керек, әйтпесе ол жүгіру кедергісін айтарлықтай арттырады. Сондай-ақ, әрбір роликтің максималды статикалық жүктемеден артық көтере алмайтынын растау қажет (бұл жүктеме соққысыз біркелкі бөлінген жүктеме, егер шоғырланған жүктеме болса, қауіпсіздік коэффициентін де арттыру қажет)
Жоғарыда көрсетілген негізгі талаптарды қанағаттандырудан басқа, ролик қадамы басқа да арнайы талаптарға сай болуы керек.
(1) Қос тізбекті жетекті роликтің ортаңғы қашықтығы мына формулаға сәйкес болуы керек: орталық қашықтық T=n*p/2, мұндағы n – бүтін сан, p – тізбек қадамы, тізбектің жарты ілмегін болдырмау үшін, жалпы орталық қашықтық келесідей.
| Үлгі | Қадам (мм) | Ұсынылған орталық қашықтық (мм) | Төзімділік (мм) | ||||
| 08B11T | 12.7 | 69.8 | 82.5 | 95.2 | 107.9 | 120.6 | 0/-0,4 |
| 08B14T | 12.7 | 88.9 | 101.6 | 114.3 | 127 | 139.7 | 0/-0,4 |
| 10A13T | 15.875 | 119 | 134.9 | 150.8 | 166.6 | 182.5 | 0/-0,4 |
| 10B15T | 15.875 | 134.9 | 150.8 | 166.6 | 182.5 | -198.4 | 0/-0,7 |
2)Синхронды белдік орналасуының орталық арақашықтығы салыстырмалы түрде қатаң шекке ие, жалпы аралық және сәйкес келетін синхронды белдік түрі келесідей (ұсынылатын рұқсат: +0,5/0мм)
| Уақыт белдеуінің ені: 10 мм | ||
| Ролик қадамы (мм) | Уақыт белдеуінің үлгісі | Уақыт белдеуінің тістері |
| 60 | 10-T5-250 | 50 |
| 75 | 10-T5-280 | 56 |
| 85 | 10-T5-300 | 60 |
| 100 | 10-T5-330 | 66 |
| 105 | 10-T5-340 | 68 |
| 135 | 10-T5-400 | 80 |
| 145 | 10-T5-420 | 84 |
| 160 | 10-T5-450 | 90 |
3) Көп V белдік жетектегі роликтердің қадамын келесі кестеден таңдау керек.
| Ролик қадамы (мм) | Поли-вее белдіктерінің түрлері | |
| 2 ойықтар | 3 ойықтар | |
| 60-63 | 2PJ256 | 3PJ256 |
| 73-75 | 2PJ286 | 3PJ286 |
| 76-78 | 2PJ290 | 3PJ290 |
| 87-91 | 2PJ314 | 3PJ314 |
| 97-101 | 2PJ336 | 3PJ336 |
| 103-107 | 2PJ346 | 3PJ346 |
| 119-121 | 2PJ376 | 3PJ376 |
| 129-134 | 2PJ416 | 3PJ416 |
| 142-147 | 2PJ435 | 3PJ435 |
| 157-161 | 2PJ456 | 3PJ456 |
4) O белдеуін жүргізген кезде әртүрлі O белдеуін өндірушілердің ұсыныстарына сәйкес әртүрлі алдын ала жүктемені таңдау керек, әдетте 5% ~ 8% (яғни, 5% ~ 8% теориялық төменгі диаметрлі сақина ұзындығынан алдын ала жүктеме ұзындығы ретінде шегеріледі)
5) Айналмалы барабанды пайдаланған кезде қос шынжырлы жетекке арналған барабан аралық бұрышының 5°-тан аз немесе оған тең болуы ұсынылады, ал көп сына таспасының орталық қашықтығы 73,7 мм таңдау ұсынылады.
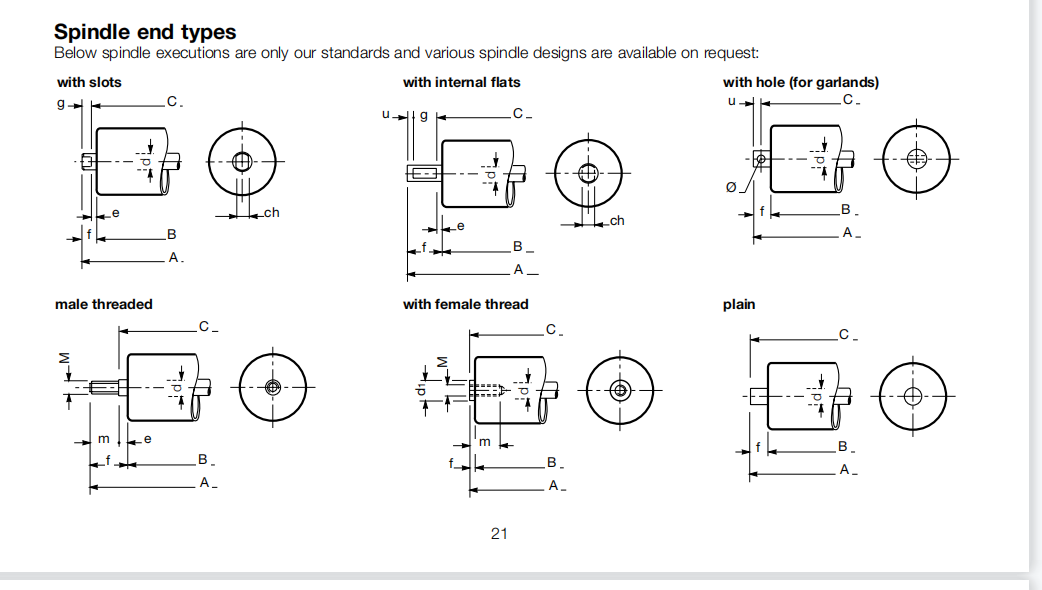
Орнату режимін таңдау:
Роликті орнатудың әртүрлі әдістері бар, мысалы, серіппелі престеу түрі, ішкі жіп, сыртқы жіп, жалпақ кербез, жартылай дөңгелек жалпақ (D түрі), түйреуіш тесігі және т.б. Олардың ішінде ішкі жіп ең жиі пайдаланылады, содан кейін серіппелі престеу және басқа жолдар әдетте қолданылмайтын белгілі жағдайларда қолданылады.
Жиі қолданылатын монтаждау әдістерін салыстыру.
1) Серіппелі пресс түрі.
а. Қуатсыз роликтерде ең жиі қолданылатын монтаждау әдісі, орнату және бөлшектеу өте оңай және жылдам.
б. Рама мен роликтің ішкі ені арасында белгілі бір орнату маржасы қажет, ол диаметрге, апертураға және биіктікке байланысты өзгереді, әдетте бір жағында 0,5-тен 1 мм-ге дейін бос орын қалдырады.
в. Жақтауды тұрақтандыру және нығайту үшін жақтаулар арасында қосымша байланыстар қажет.
г. Тісті шығыршықты серіппелі пресс тәрізді бос қосылыммен орнату ұсынылмайды.
2) Ішкі жіп.
а. Бұл роликтер мен жақтау екі шетіндегі болттар арқылы біртұтас бірлік ретінде қосылған тісті роликтер сияқты қуатпен жұмыс істейтін конвейерлерде ең жиі қолданылатын монтаждау әдісі.
б. Роликті орнату және бөлшектеу салыстырмалы түрде көп уақытты қажет етеді.
в. Орнатқаннан кейін роликтің биіктік айырмашылығын азайту үшін жақтаудағы тесік тым үлкен болмауы керек (саңылау әдетте 0,5 мм, мысалы, M8 үшін, жақтаудағы тесік Φ8,5 мм болуы ұсынылады).
г. Рамка алюминий профилінен жасалған кезде, құлыптан кейін білік алюминий профиліне еніп кетпеуі үшін «үлкен білік диаметрі және шағын жіп» конфигурациясын таңдау ұсынылады.
3) Тегіс тартқыштар.
а. Дөңгелек білік өзек ұшы екі жағынан тегіс фрезерленген және сәйкес жақтау ұясына бекітілген, орнату мен алып тастауды өте оңай ететін шахта саңылаулары бар роликті жинақтардан алынған.
б. Жоғары бағытталған шектеудің жоқтығы, сондықтан көбінесе таспалы машина роликтері ретінде пайдаланылады, тісті жұлдызшалар мен көп камералы белдіктер сияқты қуатты тасымалдау үшін жарамсыз.
Жүкті және жүкті тасымалдауға қатысты.
Жүктеме: бұл іске қосуға болатын роликте тасымалдауға болатын ең үлкен жүктеме. Жүктемеге тек бір шығыршық көтеретін жүк ғана емес, сонымен қатар роликті орнату формасы, жетектің орналасуы және жетек тетіктерінің жетек сыйымдылығы әсер етеді. Электр энергиясын беруде жүктеме шешуші рөл атқарады.
Жүк көтергіштігі: Бұл ролик көтере алатын максималды жүктеме. Жүкті көтеруге әсер ететін негізгі факторлар: цилиндр, білік және мойынтіректер және олардың ең әлсізімен анықталады. Тұтастай алғанда, қабырға қалыңдығын арттыру тек цилиндрдің соққыға төзімділігін арттырады және жүкті көтеру қабілетіне айтарлықтай әсер етпейді.



GCS өлшемдерді және маңызды деректерді кез келген уақытта ескертусіз өзгерту құқығын өзіне қалдырады. Тұтынушылар дизайн мәліметтерін аяқтамас бұрын GCS-тен сертификатталған сызбаларды алуын қамтамасыз етуі керек.
Жіберу уақыты: 05.07.2022 ж