
Minden típus közöttgörgős futómű szállítóA görgős szállítószalagok rendkívül széleskörű alkalmazási lehetőségekkel és stabil helyzettel rendelkeznek, amelyet nem lehet figyelmen kívül hagyni. A görgős szállítószalagokat futárszolgálatoknál, postai szolgáltatásoknál, e-kereskedelemben, repülőtereken, élelmiszer- és italgyártásban, divatiparban, autóiparban, kikötőkben, széniparban, építőanyag-iparban és számos más gyártóiparban használják.
A görgős szállítószalagokra alkalmas áruknak sík, merev érintkező alsó felülettel kell rendelkezniük, pl. merev kartondobozok, lapos aljú műanyag dobozok, fém (acél) ládák, fa raklapok stb. Ha az áru érintkező felülete puha vagy egyenetlen (pl. puha táskák, kézitáskák, egyenetlen aljú alkatrészek stb.), akkor nem alkalmasak görgős szállításra. Azt is meg kell jegyezni, hogy ha az áru és a görgő közötti érintkező felület túl kicsi (pontérintkezés vagy vonalérintkezés), akkor még ha az áru szállítható is, a görgő könnyen megsérül (részleges kopás, kúpos hüvely törése stb.), és a berendezés élettartama is romlik, pl. hálós aljú érintkező felületű fémládák.

A henger típusának kiválasztása
Kézi tolás vagy ferde szabadon csúszó hajtás használata esetén válasszon motor nélküli görgőt; váltakozó áramú motoros hajtás használata esetén válasszon motoros szállítószalag-görgőt. A motoros szállítószalag-görgők a hajtási módtól függően feloszthatók egykerekes hajtógörgőkre, kétkerekes hajtógörgőkre, szinkron szíjhajtású görgőkre, több függőleges szíjhajtású görgőkre, O-szíjhajtású görgőkre stb.; elektromos görgőhajtás használata esetén válasszon elektromos és motoros görgőt, vagy motor nélküli görgőt. Ha az áruknak meg kell állítaniuk a felhalmozódást a szállítószalagon, a gyűjtőgörgő a hüvelyes gyűjtőgörgő (a súrlódás nem állítható) és az állítható gyűjtőgörgő tényleges felhalmozási igényeitől függően választható; ha az áruknak fordulóhatást kell elérniük, kúpos görgőt kell választani. A különböző gyártók szabványos kúpos görgőjének kúpossága általában 3,6° vagy 2,4°, leggyakrabban 3,6°.

Görgő anyagának kiválasztása:
Különböző felhasználási környezetekhez különböző anyagokból készült görgőket kell választani: a műanyag alkatrészek alacsony hőmérsékletű környezetben ridegek, nem alkalmasak hosszú távú használatra, ezért alacsony hőmérsékletű környezetben acélhengert kell választani; a görgő használat közben kis mennyiségű port termel, ezért nem használható pormentes környezetben; a poliuretán könnyen felszívja a külső színeket, ezért nem használható kartondobozok és nyomtatott színű áruk szállítására; korrozív környezetben rozsdamentes acélhengert kell választani; ha a szállító tárgy nagyobb kopást okoz a görgőn, a horganyzott görgő gyenge kopásállósága és a kopás utáni rossz megjelenése miatt lehetőség szerint rozsdamentes acél vagy kemény krómozott görgőt kell választani. A sebesség, a mászás és egyéb okok miatt gumihengert használnak, amely megvédi az árut a talajon, csökkenti az átviteli zajt stb.
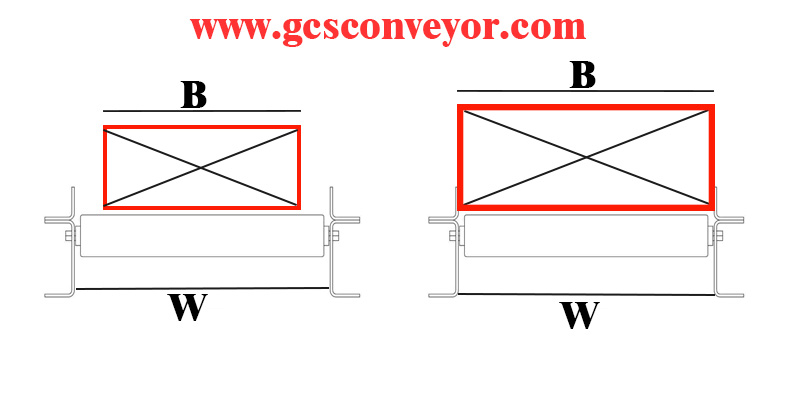
Görgőszélesség kiválasztása:
Egyenes vonalú szállítás esetén normál körülmények között a dob (W) hossza 50–150 mm-rel szélesebb, mint az áru szélessége (B). Pozicionálás esetén akár 10–20 mm is választható. Nagy aljmerevségű áruk esetén az áru szélessége kissé nagyobb lehet, mint a tekercsfelület hossza, anélkül, hogy ez befolyásolná a normál szállítást és a biztonságot, általában W≥0,8B.
A fordulószakasz esetében nem csak az áru szélessége számítBami befolyásolja a görgő hosszátWMind az áruk hossza Lés a fordulási sugár Rbefolyásolják azt. Ez az alábbi ábrán látható képlettel, vagy a téglalap alakú szállítószalag elforgatásával számítható ki.L*Ba középpont körül, ahogy az alábbi ábrán látható, ügyelve arra, hogy a szállítószalag ne súrolja a szállítószalag belső és külső vezetőéleit, és hogy legyen egy bizonyos mozgástér. A végső beállítást ezután a különböző gyártók görgőszabványai szerint végzik el.
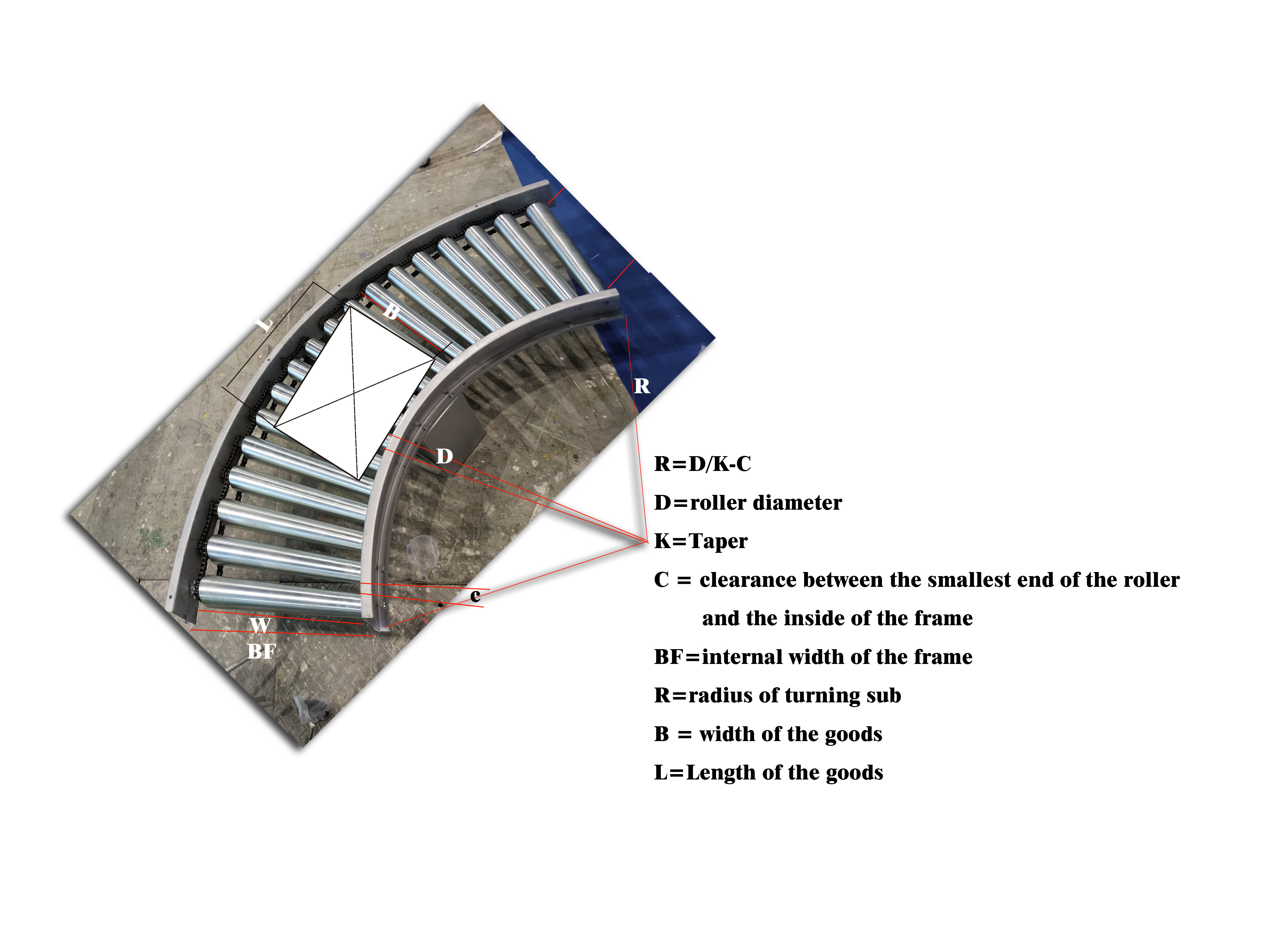
Ha a sortest egyenes és forduló szakaszában is azonos az áru szélessége, a forduló szakaszhoz szükséges görgő hossza nagyobb lesz, mint az egyenes szakaszé, általában a forduló szakaszt veszik figyelembe, mivel a görgős szállítóvezeték egyenletes hossza, például az egységesítés kényelmetlensége miatt, beállíthatja az átmeneti egyenes szakaszt.
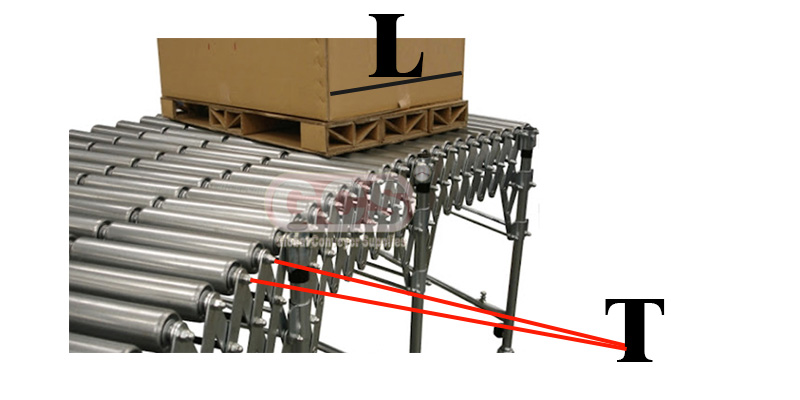
A görgők közötti távolság kiválasztása.
Az áruk zavartalan szállításának biztosítása érdekében legalább 3 vagy több görgőnek kell az árut egy adott pillanatban alátámasztania, azaz a görgők középtávolsága T ≤ 1/3 L, amit a gyakorlati tapasztalatok általában (1/4 - 1/5) L-nek vesznek. Rugalmas és karcsú áruk esetén az áru elhajlását is figyelembe kell venni: az áru elhajlásának a görgők közötti távolságon kisebbnek kell lennie, mint a görgők közötti távolság 1/500-ad része, különben jelentősen megnő a futási ellenállás. Azt is meg kell erősíteni, hogy az egyes görgők nem tudnak a maximális statikus terhelésénél nagyobb terhelést elbírni (ez a terhelés az egyenletesen elosztott terhelés lökések nélkül, koncentrált terhelés esetén a biztonsági tényezőt is növelni kell).
A fenti alapvető követelmények teljesítése mellett a görgőosztásnak néhány egyéb speciális követelménynek is meg kell felelnie.
(1) A kettős láncú hajtógörgők középtávolságának a következő képletnek kell megfelelnie: középtávolság T=n*p/2, ahol n egész szám, p a láncosztás. A lánc feleződésének elkerülése érdekében a közös középtávolság a következő.
| Modell | Osztás (mm) | Ajánlott középtávolság (mm) | Tűréshatár (mm) | ||||
| 08B11T | 12.7 | 69,8 | 82,5 | 95,2 | 107,9 | 120,6 | 0/-0,4 |
| 08B14T | 12.7 | 88,9 | 101.6 | 114.3 | 127 | 139,7 | 0/-0,4 |
| 10A13T | 15.875 | 119 | 134,9 | 150,8 | 166,6 | 182,5 | 0/-0,4 |
| 10B15T | 15.875 | 134,9 | 150,8 | 166,6 | 182,5 | -198,4 | 0/-0,7 |
2) A szinkronszíj elrendezés középtávolsága viszonylag szigorú korláttal rendelkezik, a közös távolság és a megfelelő szinkronszíj típus a következő (ajánlott tűréshatár: +0,5/0 mm)
| Vezérműszíj szélessége: 10 mm | ||
| Görgőosztás (mm) | Vezérműszíj modellje | Vezérműszíj fogai |
| 60 | 10-T5-250 | 50 |
| 75 | 10-T5-280 | 56 |
| 85 | 10-T5-300 | 60 |
| 100 | 10-T5-330 | 66 |
| 105 | 10-T5-340 | 68 |
| 135 | 10-T5-400 | 80 |
| 145 | 10-T5-420 | 84 |
| 160 | 10-T5-450 | 90 |
3) A több ékszíjas hajtás görgőinek osztótávolságát az alábbi táblázatból kell kiválasztani.
| Görgőosztás (mm) | A poli-Ve szíj típusai | |
| 2 horony | 3 horony | |
| 60-63 | 2PJ256 | 3PJ256 |
| 73-75 | 2PJ286 | 3PJ286 |
| 76-78 | 2PJ290 | 3PJ290 |
| 87-91 | 2PJ314 | 3PJ314 |
| 97-101 | 2PJ336 | 3PJ336 |
| 103-107 | 2PJ346 | 3PJ346 |
| 119-121 | 2PJ376 | 3PJ376 |
| 129-134 | 2PJ416 | 3PJ416 |
| 142-147 | 2PJ435 | 3PJ435 |
| 157-161 | 2PJ456 | 3PJ456 |
4) O-szíj meghajtásakor a különböző O-szíjgyártók javaslatai szerint eltérő előfeszítést kell választani, általában 5% ~ 8% (azaz az elméleti alsó átmérőjű gyűrű hosszából 5% ~ 8%-ot levonnak előfeszítési hosszként).
5) Forgódob használata esetén ajánlott, hogy a dupla lánchajtás dobtávolságának szöge legfeljebb 5° legyen, és a több ékes szíj középtávolsága 73,7 mm legyen.
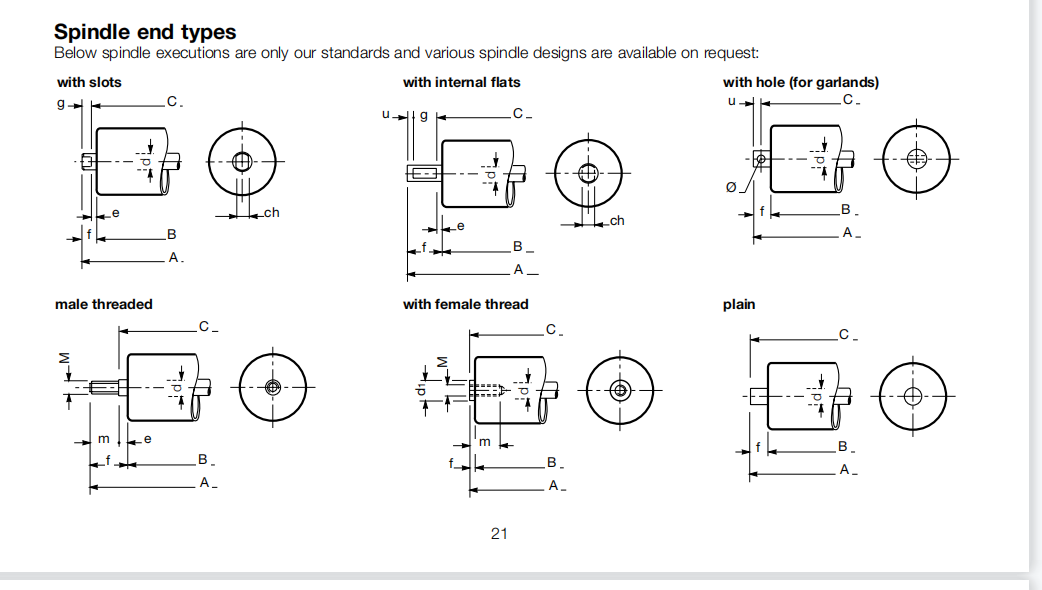
Telepítési mód kiválasztása:
A görgők beszereléséhez különféle módszerek léteznek, például rugós préselés, belső menet, külső menet, lapos csapos préselés, félkör alakú lapos préselés (D típusú), tűs furat stb. Ezek közül a belső menet a leggyakrabban használt, ezt követi a rugós préselés, a többi módszert pedig csak bizonyos esetekben használják, és nem szokványosak.
A leggyakrabban használt rögzítési módszerek összehasonlítása.
1) Rugós bepréseléses típus.
a. A nem motoros görgőknél leggyakrabban használt rögzítési módszer, amely nagyon könnyen és gyorsan fel- és leszerelhető.
b. A keret belső szélessége és a görgő között bizonyos szerelési távolságra van szükség, amely az átmérőtől, a nyílástól és a magasságtól függően változik, általában 0,5-1 mm rést hagyva az egyik oldalon.
c. További rögzítőelemekre van szükség a keretek között a keret stabilizálása és megerősítése érdekében.
d. Nem ajánlott a lánckerék-görgőt laza csatlakozással, például rugós bepréseléssel rögzíteni.
2) Belső menet.
a. Ez a leggyakrabban használt rögzítési módszer a motoros szállítószalagoknál, például a lánckerekes görgőknél, ahol a görgők és a keret egyetlen egységként vannak összekötve mindkét végén csavarokkal.
b. A henger beszerelése és leszerelése viszonylag időigényes.
c. A keretben lévő lyuk nem lehet túl nagy, hogy csökkentse a görgő magasságkülönbségét a beszerelés után (a rés általában 0,5 mm, például M8 esetén ajánlott, hogy a keretben lévő lyuk Φ8,5 mm legyen).
d. Ha a keret alumínium profilból készült, ajánlott a "nagy tengelyátmérő és kis menet" konfigurációt választani, hogy megakadályozzuk a tengely behatolását az alumínium profilba a reteszelés után.
3) Lapos csapok.
a. A bányában használt hornyolt görgőkészletekből származik, ahol a kerek tengelyvéget mindkét oldalon laposra marják, majd a megfelelő keretnyílásba pattintják, így a beszerelés és kiszerelés rendkívül egyszerű.
b. Nincs felfelé irányuló korlátozás, ezért főként szalagos gépgörgőkként használják, nem alkalmasak erőátvitelre, például lánckerekek és többkamrás szíjak esetében.
A rakományról és a teherhordásról.
Terhelés: Ez az a maximális terhelés, amelyet egy üzembe helyezhető görgő elbír. A terhelést nemcsak az egyes görgők által szállított terhelés befolyásolja, hanem a görgő beépítési formája, a hajtás elrendezése és a hajtáskomponensek hajtásteljesítménye is. Az erőátvitelben a terhelés döntő szerepet játszik.
Teherbírás: Ez a maximális terhelés, amelyet egy görgő elbír. A teherbírást befolyásoló fő tényezők: a henger, a tengely és a csapágyak, és ezek közül a leggyengébbek határozzák meg őket. Általánosságban elmondható, hogy a falvastagság növelése csak a henger ütésállóságát növeli, és nincs jelentős hatása a teherbírásra.



A GCS fenntartja a jogot, hogy a méreteket és a fontos adatokat bármikor, előzetes értesítés nélkül megváltoztassa. Az ügyfeleknek gondoskodniuk kell arról, hogy a terv részleteinek véglegesítése előtt hitelesített rajzokat kapjanak a GCS-től.
Közzététel ideje: 2022. július 5.