
In modern material handling and industrial logistics, conveyor rollers play a critical role in ensuring the smooth and efficient transportation of goods. Whether used in mining, packaging, cement plants, or logistics centers, the right type of conveyor roller determines system performance, maintenance needs, and overall operational cost.
As a leading global manufacturer, GCS provides a complete range of conveyor rollers tailored to different industries and applications. With decades of production experience, advanced technology, and strict quality control, GCS has become a trusted partner for enterprises seeking durable and efficient conveying solutions.


What Are Conveyor Rollers?
Conveyor rollers are cylindrical components installed on conveyor frames that support, guide, and transport materials along a conveyor belt or roller system. They are essential to reducing friction, maintaining belt alignment, and ensuring continuous flow of materials.
Different working environments require different types of rollers. For example, heavy-duty rollers are ideal for mining and bulk handling, while lightweight rollers are suitable for logistics and warehouse systems. GCS offers a wide range of designs and materials to meet diverse customer needs, including steel, HDPE, rubber, nylon, and powered rollers.
Main Types of Conveyor Rollers
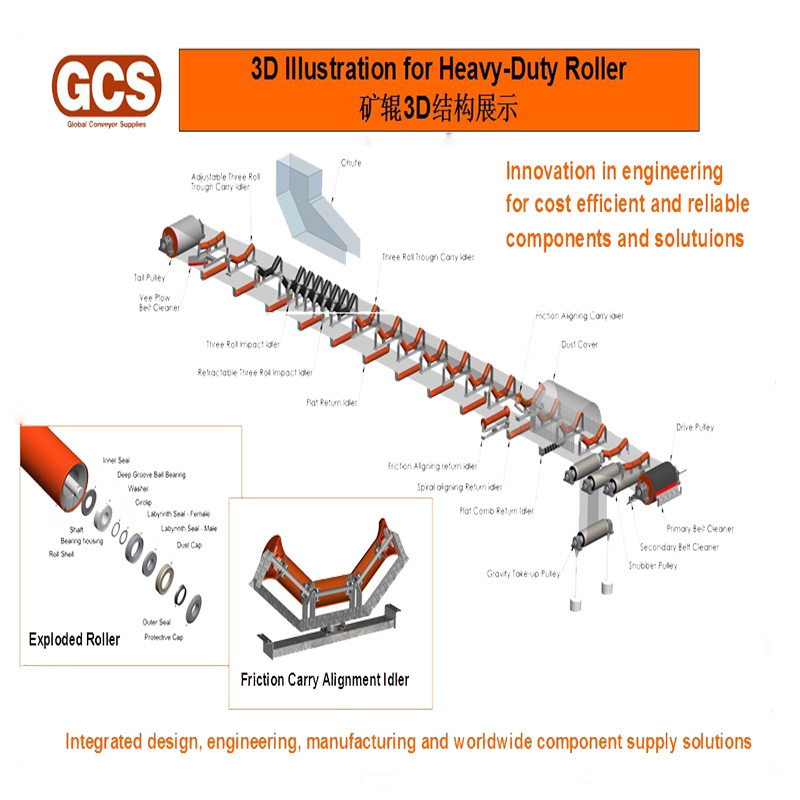
1. Carrying Rollers
Carrying rollers, also known as troughing rollers, are designed to support the loaded side of the conveyor belt. They help maintain the belt’s shape and prevent material spillage.
GCS carrying rollers are manufactured using precision steel tubes and sealed bearing housings to ensure excellent concentricity and smooth rotation. They are ideal for heavy-load and dusty environments such as mining, cement, and quarry operations.
Features:
● High load-bearing capacity
● Strong sealing to resist dust and water
● Long service life with minimal maintenance
2. Return Rollers
Return rollers support the empty side of the conveyor belt on its return path. These rollers are generally flat and designed for stable belt tracking.
GCS return rollers are available in steel or HDPE materials, offering corrosion resistance and reduced belt wear. The use of advanced surface treatments ensures low noise and friction, improving system efficiency.
Ideal Applications: Power plants, coal handling, bulk material transport, and ports.
3. Impact Rollers
Impact rollers are positioned at loading points to absorb shock and impact from falling materials, preventing belt damage.
GCS impact rollers feature heavy-duty rubber rings around a reinforced steel core, providing superior energy absorption and durability. They are especially recommended for high-impact environments like cement, quarrying, and mining.
Key Advantages:
-
● High elasticity and impact resistance
● Extended belt lifespan
● Reliable performance under harsh conditions
4. Guide and Self-Aligning Rollers
Guide rollers and self-aligning rollers are designed to keep the conveyor belt running in the correct position. They automatically adjust belt misalignment and prevent edge damage.
GCS self-aligning rollers use precision-engineered bearing systems that respond to belt movement and realign automatically, minimizing downtime and maintenance costs.
They are perfect for long-distance or large-scale conveying systems that require consistent tracking accuracy.
5. Rubber-Coated and PU Rollers
When friction control and surface protection are needed, rubber-coated or polyurethane (PU) rollers are used. The elastic coating increases grip and reduces slippage, while protecting delicate materials from damage.
GCS coated rollers are widely used in packaging, logistics, and manufacturing lines where gentle handling and low noise are critical.
6. HDPE and Plastic Conveyor Rollers
For applications that require corrosion resistance and light weight, HDPE (High-Density Polyethylene) rollers are an excellent alternative to steel.
GCS HDPE rollers are made from wear-resistant engineering plastics that are self-lubricating and non-stick, preventing material build-up. They are ideal for humid or chemical environments.
Advantages:
-
● 50% lighter than steel rollers
● Anti-corrosive and anti-static
● Energy-saving due to lower rotating resistance
7. Sprocket and Powered Rollers
In modern automated logistics systems, powered conveyor rollers are key components that enable precise and efficient motion control.
GCS powered rollers, including sprocket-driven and 24V motorized rollers, provide reliable drive performance for dynamic conveying systems. They are suitable for e-commerce warehouses, airport logistics, and smart manufacturing facilities.
Benefits:
-
● Adjustable speed control
● Energy-efficient design
● Smooth and quiet operation
8. Tapered Rollers
Tapered rollers are used in curve conveyors, where they help guide products smoothly through bends.
GCS tapered rollers are precisely machined to ensure consistent flow without product misalignment or jamming, commonly used in warehouse sorting systems and pallet handling lines.
How to Choose the Right Conveyor Roller
Selecting the right conveyor roller type depends on several key factors:
-
1. Material Type and Load Capacity:
Heavy bulk materials need strong steel or rubber impact rollers, while lightweight goods can use plastic or gravity rollers. -
2. Operating Environment:
For dusty, wet, or corrosive conditions, choose sealed steel or HDPE rollers. For clean or food-grade environments, non-stick and low-noise rollers are ideal. -
3. Belt Speed and System Design:
High-speed systems require precisely balanced rollers to reduce vibration and noise. -
4. Maintenance and Energy Efficiency:
Low-friction and self-lubricating rollers minimize maintenance costs and improve energy efficiency over time.
GCS engineers offer customized roller solutions based on your material characteristics, conveying distance, and system requirements — ensuring optimal performance and cost-effectiveness.

Why Choose GCS Conveyor Rollers
1. Strong Manufacturing Capability
GCS operates a modern production facility equipped with CNC machining, automatic welding, and precision testing equipment. Each roller undergoes strict quality inspection, including dynamic balancing and sealing performance tests, to guarantee reliability.
2. Global Export Experience
With products exported to over 30 countries, including Europe, Southeast Asia, and South America, GCS has built long-term partnerships with clients in mining, ports, cement, and logistics industries. Our products meet ISO and CEMA standards, ensuring compatibility with international systems.
3. Customization and Technical Support
GCS provides custom-made rollers according to specific drawings, dimensions, or working conditions. Our technical team helps customers select suitable roller materials and structures to maximize service life and operational efficiency.
4. Commitment to Quality and Service
From material sourcing to assembly and delivery, GCS maintains complete control over the production process. Our focus on durability, precision, and after-sales support has earned us a solid reputation in the global conveyor industry.
Conclusion: Find the Right Roller for Your System
Every conveying system has unique requirements — and choosing the right roller type and manufacturer is key to achieving smooth, reliable, and cost-effective operations. Whether you need heavy-duty steel rollers for bulk handling or motorized rollers for smart logistics, GCS offers solutions that match your industry needs.
With proven manufacturing expertise, international quality standards, and a customer-first philosophy, GCS is your trusted partner for conveyor roller solutions worldwide.
Explore our full range of conveyor rollers here:https://www.gcsroller.com/conveyor-belt-rollers/
Share our interesting knowledge and stories on social media
Have Questions? Get A Quote
Want to know more about conveyor rollers?
Click the button now.
Post time: Nov-11-2025