
Belt conveyor rollers are rollers used at regular intervals to support the active and return sides of the conveyor belt. Precisely manufactured, rigorously installed, and well-maintained rollers are essential for the smooth and efficient operation of a belt conveyor.GCS roller conveyor manufacturers can customize rollers in a wide range of diameters and our products have special sealing constructions to achieve 0 maintenance without the need for re-lubrication. Roller diameter, bearing design, and sealing requirements are the main factors influencing frictional resistance. The selection of the appropriate roller diameter and bearing and shaft size is based on the type of service, the load to be carried, the belt speed, and the operating conditions. If you have any questions about roller conveyor design solutions, please feel free to contact the GCS official and we will have a specialist roller conveyor design engineer at your disposal.
1. Classification of roller sets.
According to the difference, The carrier rollers support the load running of the conveyor belt and the return rollers support the empty return running of the conveyor belt.
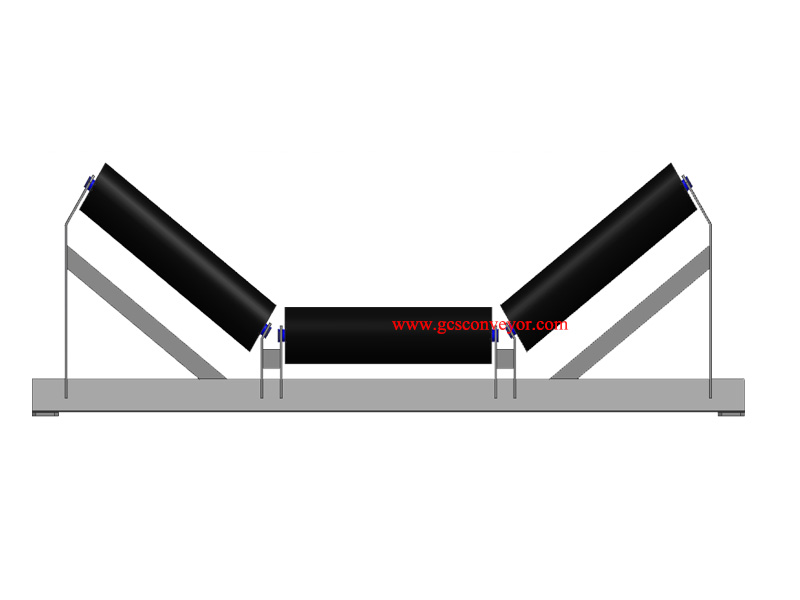
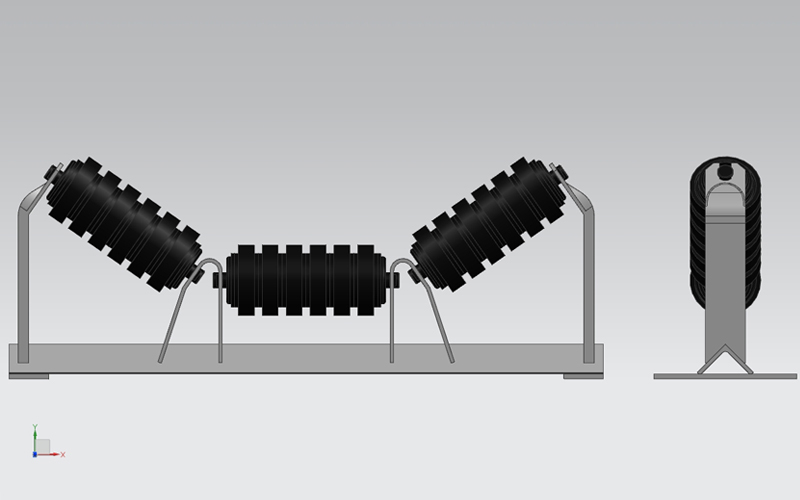
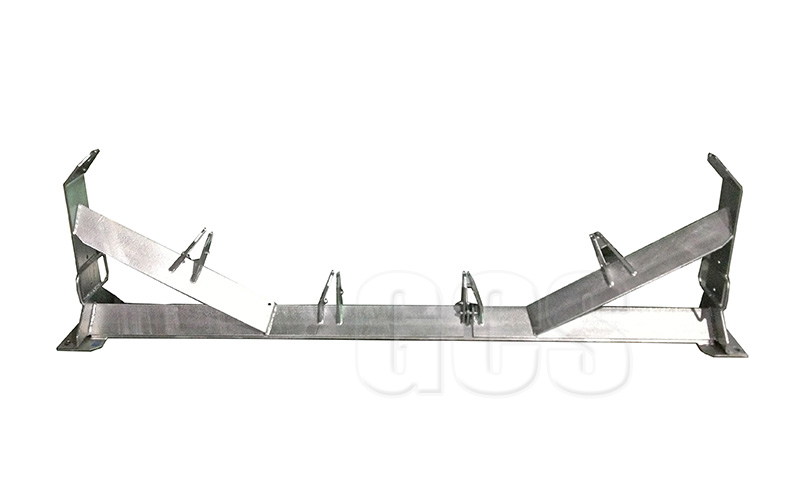
1.1 Carrier roller sets.
The load-carrying side of the carrier roller set is usually a trough roller set, which is used to carry the material and prevent it from spilling out and soiling or damaging the belt. Commonly, the carrier rollers consist of 2, 3, or 5 rollers arranged in a grooved configuration, which can be customized with groove angles of 15°, 20°, 25°, 30°, 35°, 40°, 45°, and 50°. The 15-degree slotting angle is only available for two roller slots. If other special features are required, impact trough roller sets, vertical roller self-aligning roller sets, and suspended garland roller sets can also be used.

1.2 Return roller set.
The return roller set, as the name implies, is the roller set used on the return side of the belt, which does not touch the material but supports the belt back to the starting point of the conveyor. These rollers are usually suspended below the lower flange of the longitudinal beam supporting the carrier rollers. It is preferable to install return rollers so that the return run of the belt can be seen below the conveyor frame. Common return roller sets are flat return roller sets, Vee type return roller sets. Self-cleaning return roller sets and returns self-aligning roller sets.
2. Spacing between rollers.
Factors to be considered when selecting the spacing between rollers are belt weight, material weight, roller load rating, belt sag, roller life, belt rating, belt tension, and vertical curve radius. For general conveyor design and selection, belt sag is limited to 2% of the roller pitch at minimum tension. The sag limit during conveyor start and stop is also considered in the overall selection. If excessive grooved belt sag is allowed to load between the trough rollers, material may spill over the edge of the belt. Choosing the right roller pitch can therefore help to improve the efficiency of the conveyor operation and prevent breakdowns from occurring.
2.1 Return roller spacing:
There are standards for the recommended normal spacing of return rollers for general belt conveyor work. For heavier belts with a width of 1,200 mm or more, it is recommended that the return roller spacing is determined by using the roller load rating and belt sag considerations.
2.1 Spacing of the rollers at the loading point.
At the loading point, the spacing of the rollers should keep the belt stable and keep the belt in contact with the rubber edge of the loading skirt along its entire length. Careful attention to the spacing of the rollers at the loading point will minimize leakage of material under the skirt and also minimize wear on the belt cover. Note that if impact rollers are used in the loading area, the impact roller rating must not be higher than the standard roller rating. Good practice requires that the spacing of the rollers below the loading area should allow the majority of the load to engage the belt between the rollers.
2.3 Spacing of trough rollers adjacent to the tail pulley.
As the belt edge is stretched from the last trough roller set to the tail pulley, the tension on the outer edge increases. If the stress on the belt edge exceeds the elastic limit of the carcass, the belt edge is permanently stretched and leads to difficulties in belt training. On the other hand, if through rollers are too far from the tail pulley, load spillage can occur. The distance is important in the change (transition) from trough to flat shape. Depending on the transition distance, one, two, or more transition-type trough rollers can be used to support the belt between the last standard trough roller and the tail pulley. These idlers can be positioned at a fixed angle or an adjustable centralized angle.
3. Selection of the rollers.
The customer can determine which type of rollers to choose by the usage scenario. There are various standards in the roller industry and it is easy to judge the quality of the rollers according to these standards, GCS roller conveyor manufacturers can manufacture rollers to different national standards, so please feel free to contact us if you require.
3.1 Ratings and roller life.
The service life of a roller is determined by a combination of factors such as seals, bearings, shell thickness, belt speed, block size/material density, maintenance, environment, temperature, and a suitable CEMA range of rollers to handle the maximum calculated roller load. Although bearing service life is often used as an indicator of idler service life, it should be recognized that the influence of other variables (e.g. seal effectiveness) may be more important than bearings in determining idler life. However, as the bearing rating is the only variable for which laboratory tests provide a standard value, CEMA uses bearings for the service life of the rollers.
3.2 Type of material of the rollers.
Depending on the use scenario, different materials are used, such as PU, HDPE, Q235 carbon steel, and stainless steel. To achieve certain high-temperature resistance, corrosion resistance, and flame retardant effect, we often use specific materials of the rollers.
3.3 Load of rollers.
To select the right CEMA class (series) of rollers, it is necessary to calculate the rolling load. The roller loads will be calculated for peak or maximum conditions. In addition to structural misalignment, the belt conveyor designer needs to thoroughly investigate all conditions relevant to the calculation of the misalignment load (IML) of the rollers. Deviations in the height of the rollers between standard fixed rollers and spherical rollers (or other special types of rollers) should be addressed by the selection of the roller series or by control of the conveyor design and installation.
3.4 Belt speed.
Belt speed affects the expected bearing service life. However, the appropriate belt conveyor speed also depends on the characteristics of the material to be conveyed, the required capacity, and the belt tension used. The bearing life (L10) depends on the number of revolutions of the bearing housing. The faster the belt speed, the more revolutions per minute and therefore the shorter the life for a given number of revolutions. All CEMA L10 life ratings are based on 500 rpm.
3.5 Roller diameter.
For a given belt speed, using a larger diameter roller will increase the idler bearings. In addition, due to the smaller speed, the larger diameter rollers have less contact with the belt and therefore less wear on the housing and more life.

GCS reserves the right to change dimensions and critical data at any time without any notice. Customers must ensure that they receive certified drawings from GCS prior to finalizing design details.
Post time: Sep-01-2022